
3.2.1 络经
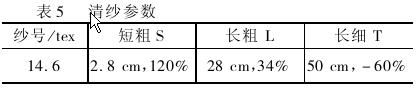
由于彩棉本身的棉结杂质较多,选用 Auto-coner238 型自动络筒机,最大限度地清除粗节、细节和大棉结,同时适当降低车速,由原生产白棉同号纱的线速 1100 m /min 降到 1000 m /min ,以减少毛羽的产生。电子清纱器参数设定见表 5 。
3.2.2 整经
设定张力圈重量比白棉同号品种少 1 g ,保证断头自停灵敏,寻补头准确及时到位。张力圈重量:前 6 g ,中 5 g ,后 4 g。
3.2.3 浆纱
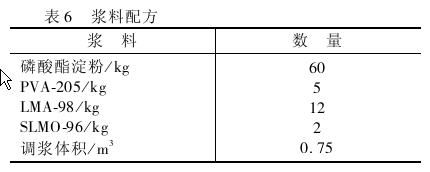
由于天然彩棉的色素不稳定,遇到酸、碱及强氧化剂色素会发生变化,另外在浆纱过程中不能产生有害物质,以确保彩棉纺织加工过程中的“绿色”环保性。因此,制定浆料配方见表 6。
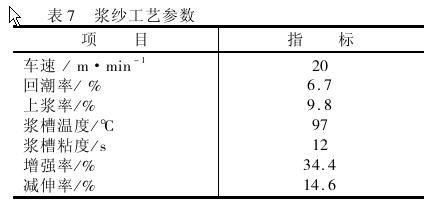
该品种密度大,纱号细,纱线毛羽较多,覆盖系数大,为保证浆纱质量,采取“ 高浓低小张力,被覆渗透兼顾”的工艺原则,以达到强、保伸、贴伏毛羽的目的。浆纱工艺指标见表7
3.2.4 织造工艺
措施:
(1)针对此品种经密大,断经后经纱易相互纠缠,织造采用低后梁工艺,降低停经架的同时,调整好断经关车装置,在 O14 上加工两个燕尾槽,L1 上也加工出槽角,使关车更灵敏有效;
(2)调整好送经、卷取机构,采用双导布辊增大包围角,并在其中一根导布辊上包覆橡胶,以增加对布面的摩擦,减小布面滑动;
(3)提高上机质量,做到帘子三平,调整好吊综装置,针关车要求灵敏,诱导装置规格准确。织造工艺见表 8 。

4 产品质量
CJ/PP 14.6 tex 成纱质量见表 9。 坯布物理指标检测结果见表 10。

通过几项关键措施的实施,提高了织造的开口清晰度,减少了经纱粘连及“ 三跳”等疵点,克服了因织物紧度大带来的卷布困难,经跟踪测试,织机经纱断头率控制在 0.35 根 /台・h,纬纱断头率控制在 0.25 根 /台・h,织造效率达到 87% ,坯布下机一等品率达到。
5 结束语
通过该产品的研制,总结出远红外丙纶的预处理是整个生产的关键所在。面对当前白棉产品竞争日趋激烈的形势,发展彩棉产品无疑是一个新的经济增长点,目前我公司对该产品正准备通过“绿色护照”ISO14000 体系的认证以及获得“生态纺织品标准 100 ”( OKO ― TEX100 )的授权,为扩大产品出口提供最有效的技术支持。 (王琦 李德亮 姜健)



